
In belegging giet,'n vorm of replika word gevorm (gewoonlik uit was) en binne 'n metaalsilinder geplaas wat 'n fles genoem word. Nat pleister word in die silinder rondom die wasvorm gegooi. Nadat die gips hard geword het, word die silinder wat die waspatroon en gips bevat in 'n oond geplaas en verhit totdat die was heeltemal verdamp het. Nadat die was heeltemal uitgebrand het (ontwaking), word die fles uit die oond verwyder, en gesmelte metaal (gewoonlik legeringstaal, vlekvrye staal, koper ... ens.) word in die holte wat deur die was gelaat word, gegooi. Wanneer die metaal afgekoel en gestol het, word gips weggekap, en die metaalgietsel word geopenbaar.
Gietwerk is baie nuttig vir die skep van beeldhou-voorwerpe of ingenieursvorms met komplekse geometrie in metaal.Giet dele het 'n unieke voorkoms, heeltemal anders as bewerkte onderdele. Sommige vorms wat moeilik sal wees om te masjineer, word makliker gegiet. Daar is ook minder materiaalafval vir die meeste vorms, want anders as bewerking is gietwerk nie 'n aftrekproses nie. Die akkuraatheid wat deur gietwerk bereik kan word, is egter nie so goed soos bewerking nie.
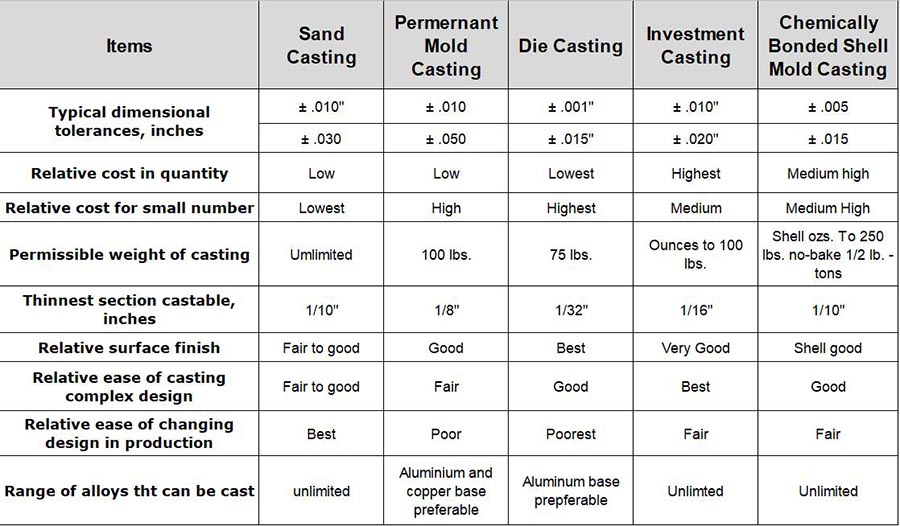
Wanneer moet jy beleggingsgietwerk kies en wanneer moet jy sandgietwerk kies?
Een groot voordeel van beleggingsgietwerk is dat dit voorsiening kan maak vir ondersnyding in die patroon, terwyl sandgietwerk dit nie doen nie. Insand giet, moet die patroon uit die sand getrek word nadat dit gepak is, terwyl in beleggingsgietwerk die patroon met hitte verdamp word. Hol gietstukke en dunner gedeeltes kan ook makliker gemaak word met beleggingsgietwerk, en 'n beter oppervlakafwerking word oor die algemeen verkry. Aan die ander kant is beleggingsgietwerk 'n baie meer tydige en duurder proses, en kan dit 'n laer sukseskoers hê as sandgietwerk, aangesien daar meer stappe in die proses is en meer geleenthede vir dinge om verkeerd te loop.
Postyd: 18 Desember 2020