

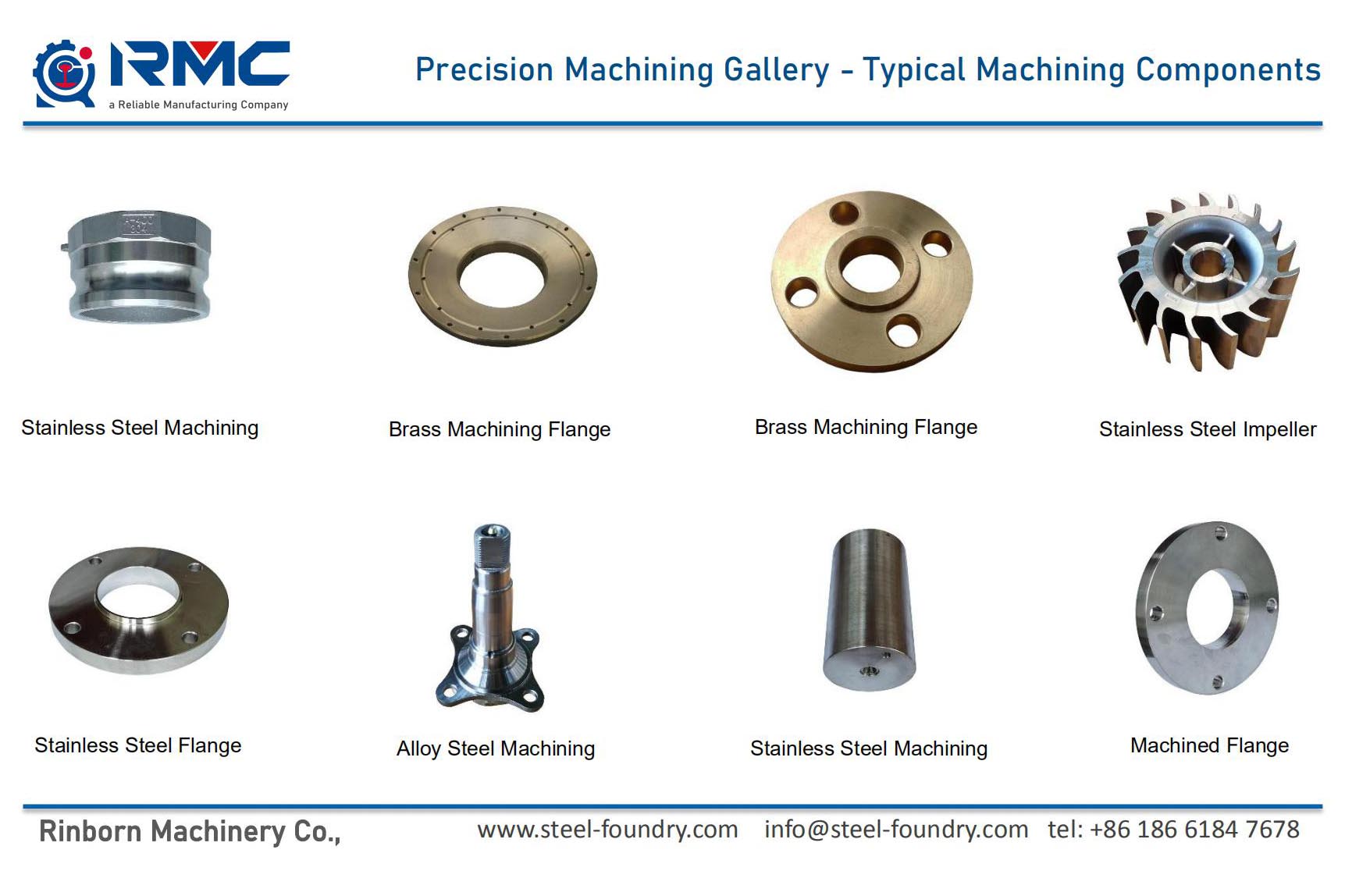
CNC presisie gemasjineerde koperprodukte deur verlore wasbeleggingsgietwerk, hittebehandeling en oppervlakbehandeling volgens u ingenieurstekeninge en unieke vereistes.
CNC bewerkingverwys na die bewerkingsproses wat voortgaan deur Computerized Numberical Control (kortweg CNC). Dit word deur die CNC aangehelp om 'n hoë en bestendige akkuraatheid te bereik met minder arbeidskoste. Masjinering is enige van verskeie prosesse waarin 'n stuk grondstof in 'n gewenste finale vorm en grootte gesny word deur 'n beheerde materiaalverwyderingsproses. Die prosesse wat hierdie gemeenskaplike tema het, beheerde materiaalverwydering, staan vandag gesamentlik bekend as subtraktiewe vervaardiging, in onderskeid van prosesse van beheerde materiaaltoevoeging, wat bekend staan as additiewe vervaardiging.
Presies wat die “beheerde” deel van die definisie impliseer, kan verskil, maar dit impliseer byna altyd die gebruik van masjiengereedskap (benewens net kraggereedskap en handgereedskap). Dit is 'n proses wat gebruik word om baie te vervaardigmetaal bewerkte produkte, maar dit kan ook op materiale soos hout, plastiek, keramiek en komposiete gebruik word. Die CNC-bewerking dek baie verskillende prosesse soos frees, draai, draai, boor, slyp, slyp ... ens.
Geelkoper behoort aan diekoper-gebaseerde legeringen is 'n legering wat uit koper en sink bestaan. Geelkoper wat uit koper en sink bestaan, word gewone koper genoem. As dit 'n verskeidenheid legerings is wat uit meer as twee elemente bestaan, word dit spesiale koper genoem. Geelkoper is 'n koperlegering met sink as die hoofelement. Soos die sinkinhoud toeneem, neem die sterkte en plastisiteit van die legering aansienlik toe, maar die meganiese eienskappe sal aansienlik verminder nadat dit 47% oorskry het, dus is die sinkinhoud van koper minder as 47%. Benewens sink, bevat gegote koper dikwels legeringselemente soos silikon, mangaan, aluminium en lood.

| CNC presisie bewerking vermoëns | ||||
| Fasiliteite | Hoeveelheid | Groottereeks | Jaarlikse kapasiteit | Algemene akkuraatheid |
| Vertikale bewerkingsentrum (VMC) | 48 stelle | 1500mm × 1000mm × 800mm | 6000 ton of 300000 stukke | ±0,005 |
| Horisontale bewerkingsentrum (VMC) | 12 stelle | 1200mm × 800mm × 600mm | 2000 ton of 100000 stukke | ±0,005 |
| CNC masjien | 60 stelle | Maksimum draai dia. φ600 mm | 5000 ton of 600000 stukke | |
| Uitvoerende standaard van gietverdraagsaamheid: ISO 8062 2013, ISO 2768, GOST 26645 (Rusland) of GBT 6414 (China). | ||||
Die bewerkingsentrum is ontwikkel uit die CNC freesmasjien. Die grootste verskil van die CNC freesmasjien is dat die bewerkingsentrum die vermoë het om outomaties bewerkingsgereedskap uit te ruil. Deur gereedskap vir verskillende doeleindes op die gereedskapmagasyn te installeer, kan die bewerkingsgereedskap op die spil verander word deur die outomatiese gereedskapwisselaar in een klem om verskeie bewerkingseienskappe te realiseer.
Die CNC-bewerkingsentrum is 'n hoë-doeltreffende outomatiese masjiengereedskap wat uit meganiese toerusting en 'n CNC-stelsel bestaan en geskik is vir die verwerking van komplekse onderdele. Die CNC-bewerkingsentrum is tans een van die mees gebruikte CNC-masjiengereedskap ter wêreld met 'n sterk omvattende verwerkingsvermoë. Dit kan meer verwerkingsinhoud voltooi nadat die werkstuk op een slag vasgeklem is. Die verwerkingsakkuraatheid is hoog. Vir bondelwerkstukke met medium verwerkingsmoeilikheid is die doeltreffendheid daarvan 5-10 keer dié van gewone toerusting, veral dit kan voltooi Baie verwerkings wat nie deur gewone toerusting voltooi kan word nie, is meer geskik vir enkelstukverwerking met meer komplekse vorms en hoë presisievereistes of vir klein en medium bondelproduksie van veelvuldige variëteite. Dit konsentreer die funksies van frees, boor, boor, tap en sny van drade op een toestel, sodat dit 'n verskeidenheid tegnologiese middele het.
| Graadvergelyking van koper, koper en brons | |||||||
| GROEPE | AISI | W-stof | DIN | BS | JIS | EN | ISO |
| KOPER | C10200 | 2,0040 | VAN Cu | C103 | C1020 | CW008A | Cu-OF |
| C11000 | 2,0060 | E-Cu57 | C101 | C1100 | CW004A | Cu-ETP | |
| - | 2,0065 | E-Cu58 | - | - | - | - | |
| C10300 | 2,0070 | SE Cu | - | - | CW021A | - | |
| C12200 | 2,0090 | SF Cu | C106 | C1220 | CW024A | Cu-DHP | |
| C12500 | - | Cu-FRTP | C104 | - | CR006A | - | |
| C70320 | 2,0857 | - | - | - | CW112C | CuNi3Si | |
| C14200 | 2,1202 | SB Cu | C107 | - | - | Cu-AsP | |
| - | 2,1356 | Cu Mn 3 | - | - | - | - | |
| - | 2,1522 | Cu Si2 Mn | - | - | - | - | |
| C16200 | - | C108 | - | - | CuCd1 | ||
| C18200 | - | CC101 | - | CW105C | CuCr1 | ||
| C191010 | - | - | - | CW109C | CuNi1Si | ||
| C70250 | - | CC102 | - | CW111C | CuNi2Si | ||
| C17200 | - | CB101 | - | CW101C | CuBe2 | ||
| C17300 | - | - | - | CW102C | CuBe2Pb | ||
| C17510 | - | - | - | CW110C | CuNi2Be | ||
| C17500 | - | C112 | - | CW104C | CuCo2Be | ||
| C15 000 | - | - | - | CW120C | CuZr | ||
| C65100 | - | - | - | CW115C | CuSi2Mn | ||
| C65500 | - | CS101 | - | CW116C | CuSi3Mn1 | ||
| C14500 | - | C109 | - | CW118C | CuTeP | ||
| C14700 | - | C111 | - | CW114C | CuSP | ||
| C18700 | - | - | - | CW113C | Koppie1P | ||
| BASSING | C21000 | 2,0220 | CuZn5 | CZ125 | C2100 | CW500L | - |
| C22000 | 2,0230 | CuZn10 | Cz101 | C2200 | CW501L | - | |
| C23000 | 2,0240 | CuZn15 | CZ102 | C2300 | CW502L | - | |
| C24000 | 2,0250 | CuZn20 | CZ103 | C2400 | CW503L | - | |
| C25600 | - | CuZn28 | - | - | - | - | |
| C26 000 | 2,0265 | CuZn30 | CZ106 | C2600 | CW505L | - | |
| C26800 | 2,0280 | CuZn33 | - | C2680 | CW506L | - | |
| C27200 | - | CuZn36 | - | - | - | - | |
| C27200 | 2,0321 | CuZn37 | CZ108 | C2700 | CW508L | - | |
| C27 000 | 2,0335 | CuZn36 | CZ107 | C2700 | CW507L | - | |
| C28 000 | 2,0360 | CuZn40 | CZ109 | C2800 | CW509L | - | |
| C33500 | - | CuZn37Pb0.5 | - | - | - | - | |
| C34000 | - | CuZn35Pb1 | CZ118 | C3501 | - | - | |
| C34500 | 2,0331 | CuZn36Pb1,5 | CZ119 | - | CW601N | - | |
| C34000 | 2,0331 | CuZn36Pb1,5 | CZ119 | C3501 | CW600N | - | |
| C35300 | 2,0371 | CuZn38Pb1,5 | CZ128 | - | - | - | |
| C36500 | 2,0372 | CuZn39Pb0,5 | CZ123 | - | CW610N | - | |
| C36000 | 2,0375 | CuZn36Pb3 | CZ124 | C3601 | CW603N | - | |
| C37700 | 2,0380 | CuZn39Pb2 | CZ 131 / (CZ128) | C3771 | CW612N | - | |
| C38500 | 2,0401 | CuZn39Pb3 | CZ121 | C3603 | CW614N | - | |
| C38 000 | 2,0402 | CuZn40Pb2 | CZ122 | - | CW617N | - | |
| - | 2,0410 | CuZn44Pb2 | CZ130 | - | - | - | |
| C68700 | 2,0460 | CuZn20Al2 | CZ110 | - | - | - | |
| C44300 | 2,0470 | CuZn28Sn1 | CZ111 | - | - | - | |
| - | 2,0530 | CuZn38Sn1 | - | - | - | - | |
| - | 2,0550 | CuZn40Al2 | - | - | - | - | |
| - | 2,0561 | CuZn40Al1 | - | - | - | - | |
| - | 2,0572 | CuZn40Mn2 | CZ136 | - | CW723R | - | |
| C61400 | 2,0932 | CuAl8Fe3 | - | - | CW303G | - | |
| C63000 | 2,0966 | CuAl10Ni5Fe4 | CA104 | - | CW307G | - | |
| BRONS | C50700 | 2,1010 | CuSn2 | - | - | - | - |
| C51100 | 2,1016 | CuSn4 | PB101 | C5111 | CW450K | - | |
| C51000 | - | CuSn5 | PB102 | C5102 | CW451K | - | |
| C51900 | 2,1020 | CuSn6 | PB103 | C5191 | CW452K | - | |
| C52100 | 2,1030 | CuSn8 | PB104 | C5212 | CW453K | - | |
| - | - | CuSn10 | - | - | - | - | |
| - | - | CUSn11 | - | - | - | - | |
| - | - | CuSn12 | - | - | - | - | |
Bewerkingsentrums word geklassifiseer in horisontale en vertikale bewerkingsentrums volgens hul ruimtelike posisie tydens spilbewerking. Geklassifiseer volgens prosesgebruik: boor- en freesbewerkingsentrum, saamgestelde bewerkingsentrum. Volgens die spesiale klassifikasie van funksies is daar: enkel werkbank, dubbel werkbank en multi-werkbank bewerking sentrum. Bewerkingsentrums met enkel-, dubbel-, drie-, vier-, vyf-as en verwisselbare kopstokke, ens.
CNC-bewerking is die soort presisiebewerking deur CNC-masjiene, soos gevorderde bewerkingsentrums wat 'n toppunt 5-as-bewerkingsentrum, 4-as dubbelplatform-bewerkingsentrum of CNC-draaidraaibanke het wat ook ontwikkel kan word na CNC-draaisentrums wat die vermoë het om meer te verander as 15 snyers binne een houskof; CNC freesmasjien en CNC boor- en tapsentrums. Presisie bewerking van staalgietwerk verskil van bewerking van staalprofiel. Presisiegietwerk het reeds 'n redelike presiese vorm bereik van wat verlang word, dus bespaar dit baie bewerking in vergelyking met bewerking vanaf staalprofiel direk. Ook om hierdie rede moet ons gewoonlik die bewerkingsoppervlak en behoorlike bewerkingstoelae oorweeg voordat ons gegiet word. Ons gereelde verkryging is om rou giettekening saam met bewerkingstekening uit te werk om bewerkingsarea en bewerkingstoelae op die tekening te spesifiseer.
RMC beleggingsgietgietery het toegerus met 4-as bewerkingsentrums, 15 stelle CNC draaidraaibanke en 3 stelle cnc freesmasjiene, tesame met assistent algemene veelsydige draai-, frees-, tap-, boor- en slypmasjiene, ons het die vermoë om byna al die masjiene te bewerk. soorte staal gietstukke.
Ook genoem presisiebewerking, kan die CNC-bewerking 'n baie hoë akkuraatheid bereik in geometiese toleransie en dimensionele toleransie. Met ons CNC-masjiene en Horisontale Bewerkingsentrums (HMC) en Vertikale Bewerkingsentrums (VMC), kan ons byna aan al jou vereiste toleransiegrade voldoen.
Vermoë vanInvestment Casting Foundry:
• Maks grootte: 1 000 mm × 800 mm × 500 mm
• Gewig Reeks: 0,5 kg - 100 kg
• Jaarlikse kapasiteit: 2 000 ton
• Bindingsmateriale vir dopbou: Silica Sol, Waterglas en hul mengsels.
• Toleransies: Op versoek.
Voordele vanBeleggingsgietkomponente:
- Uitstekende en gladde oppervlakafwerking
- Streng dimensionele toleransies.
- Komplekse en ingewikkelde vorms met ontwerp buigsaamheid
- Vermoë om dun mure te giet, dus 'n ligter gietkomponent
- Wye keuse van gegote metale en legerings (ysterhoudende en nie-ysterhoudende)
- Konsep word nie in die vormontwerp vereis nie.
- Verminder die behoefte aan sekondêre bewerking.
- Lae materiaalafval.
| BELEGGINGSGOOI TOLERANSIES | |||
| Duim | Millimeter | ||
| Dimensie | Verdraagsaamheid | Dimensie | Verdraagsaamheid |
| Tot 0,500 | ±.004" | Tot 12.0 | ± 0,10 mm |
| 0,500 tot 1,000" | ±.006" | 12.0 tot 25.0 | ± 0,15 mm |
| 1 000 tot 1 500" | ±.008" | 25,0 tot 37,0 | ± 0,20 mm |
| 1 500 tot 2 000" | ±.010" | 37,0 tot 50,0 | ± 0,25 mm |
| 2 000 tot 2 500" | ±.012" | 50,0 tot 62,0 | ± 0,30 mm |
| 2 500 tot 3 500" | ±.014" | 62,0 tot 87,0 | ± 0,35 mm |
| 3 500 tot 5 000" | ±.017" | 87,0 tot 125,0 | ± 0,40 mm |
| 5 000 tot 7 500" | ±.020" | 125,0 tot 190,0 | ± 0,50 mm |
| 7 500 tot 10 000" | ±.022" | 190,0 tot 250,0 | ± 0,57 mm |
| 10 000 tot 12 500" | ±.025" | 250,0 tot 312,0 | ± 0,60 mm |
| 12.500 tot 15.000 | ±.028" | 312.0 tot 375.0 | ± 0,70 mm |








{kind=link}